Az M.L.S. Magyarország Kft. által kínált automatizált porfestő berendezés használatára kiváló példa a Güntner-Tata Hűtőtechnika Kft. két új porfestő alkalmazása, ami a szinte focipálya léptékű (120 méter hosszú és 18 méter széles), két emeleten elhelyezkedő, jelentős mértékben felújított porfestő üzemben található.
A Güntnernél hőcserélők, ipari hűtők gyártása zajlik, gyáraink találhatóak: Németországban, Magyarországon, Romániában, Brazíliában, Mexikóban és Indonéziában. A cég irányelve a fenntarthatóságon alapul, melyet a hazai gyártó bázisnál is rendkívül komolyan veszünk, beruházásainkat ezen szemlélet alapján valósítjuk meg. – árulja el Pikács Rudolf, Change manager.

Jakab Róbert, az M.L.S. Kft. porfestés üzletág vezetője (b) és Józsa Márton az M.L.S. Magyarország Kft. tulajdonos-ügyvezetője
Gyors színváltás
Józsa Márton az M.L.S. Magyarország Kft. tulajdonos-ügyvezetőjének tapasztalatai a Güntner beruházással kapcsolatban: az első ütemnél a meglévő konkurens berendezés helyett egy kétszer hat pisztolyos, szinkronszóró automata berendezést ajánlottunk, amely sokkal homogénebb rétegvastagságot eredményez a porszórás során. A 2022 végén telepített porfestő festőberendezésben automata festőpisztolyok találhatóak, melyek a folyamatosan előttük áthaladó lemezt szórják alternáló mozgással. A porfestő kabinnak van elő-, és utószóró állása is, ahol kézi festékszóróval, a dolgozók – szükség esetén – még be tudnak avatkozni.
Ráadásul a speciális elszívó rendszerrel további energiaköltséget lehet megtakarítani, mert az alkalmazott, szabadalmaztatott csővezetékekben nem keletkezik turbulencia, így jelentősen csökken az ellenállás. Ennek eredményeképpen a korábbi 37Kw teljesítményű ventilátormotor helyett 22KW-os motor elegendő volt.
Cél a kézi javítófestés minimalizálása
Józsa Márton: Fontos megjegyezni, hogy az automata festésnél az esetek többségében szükség van kiegészítő festésre, ami elő, vagy utószórás lehet. A festőkabin elején, illetve a végén, ahol kijönnek a munkadarabok, található egy-egy kézi szórópisztoly, amivel a dolgozó azokat a sarkokat, nehezen elérhető területeket szórja meg, amit az automata nem tud megfelelő rétegvastagsággal ellátni. Korábban a Güntner-nél a problémát az jelentette, hogy több tonna festékpor „veszett el” éves szinten. A rendszerben nem tűnik el festék, mert a porfestésnél újrahasznosítás van, tehát a valós hulladék viszonylag kicsi. Ami lehullik a kabinban, annak is a nagy részét, átlagosan 95-97 százalékát újra fel lehet használni. A probléma ott volt, hogy a Güntner lelkes dolgozói a kézi szórás során megszórták azokat a részeket is, ami nem volt indokolt, amit már a festőkabinban az automatának kellett volna. Gyakorlatilag nem tudtak homogén felületet készíteni. A Güntner igénye az volt velünk szemben, hogy a minimálisan meghatározott rétegvastagságot kell felhordani a lehető legegyenletesebben, és nyilván mindenhol, tehát a sarkokban is.

A robotos javítófestés problémái
Józsa Márton: A Güntner-rel közösen kezdtük el az első ütem után keresni a lehetőségeket, hogyan lehetne még jobbá tenni a rendszert, és a lehető legnagyobb mértékben kiiktatni a kézimunkát. Az első elképzelés az volt, hogy a kézi javítószórást robotokkal végezzék el. Cégünk ezzel is foglalkozik, így körüljártuk mind a két partnerünk lehetőségeit, így az öntanuló Lesta, valamint a Fanuc programozható robotos megoldásait.
Abba a problémába ütköztünk, hogy mivel itt nincsenek nagy szériák, tehát rengeteg féle munkadarab van (több mint tízezer féle), és teljesen random jönnek a festőállásba ezek a munkadarabok; előfordul, hogy egyesével, de a jellemző, hogy öt-tíz darabokat küldenek egy-egy munkadarabból festésre. Az is gyakran előfordul, hogy különböző munkadarabokat akasztanak egymás alá. Gyakorlatilag ez lehetetlenné tette a programozható robot használatát, egy ilyen festőprogramot megírni a programozható robottal órák, napok kérdése, és ha ezt fölszorozzuk 10 ezer féle munkadarabbal, akkor belátható, hogy ez megvalósíthatatlan megoldás. A feladatot tovább nehezíti, hogy különböző munkadarabokat akasztanak egymás alá. Ezeket külön-külön föl kellene ismernie a programnak és mivel folyamatos üzemű festésről beszélünk, ezt egy fel-le alternáló mozgássorral kellene a robotkarnak elvégezni, azért, hogy a munkadarabok ne kerüljenek ki a mozgástartományból. Ezt nem tudta egyik robotos rendszer sem kezelni.
Ekkor merült fel a Wagner 3D-s rendszerének a lehetősége.
Megoldás a 3D rendszerben
Pikács Rudolf: 2023-ban mertünk egy nagyot álmodni és egy 3D szkennerrel ellátott 3D-s festékszórót valósítottunk meg az M.L.S Kft.-vel közösen. Termékeink jelentős része egyedi, ez azt jelenti, hogy különböző méretűek, alakúak, tehát nincsenek nagy lemezalkatrész sorozatok. Ezt egy úgynevezett 3D-s rendszer tudja leghatékonyabban kezelni. Mielőtt bemegy a munkadarab, a 3D-s szkenner beolvassa a formáját. Miközben mozog a munkadarab, a szkenner mélység irányba követi az alakját. A 3D-s festékszórás a beszkennelt adatok alapján, a munkadarab formáját lekövetve történik 2×6 darab oldalsó szórófejjel és két alsó illetve két felső fejjel, így a legbonyolultabb formák is hatékonyan porfesthetők folyamatos mozgásban: 6,5 m hosszúságig, 1,5 m mélységig, és 1,2 m szélességig. A modern berendezés Ipar 4.0-ás fejlesztéseinek köszönhetően pontosan követhető a porfogyás.
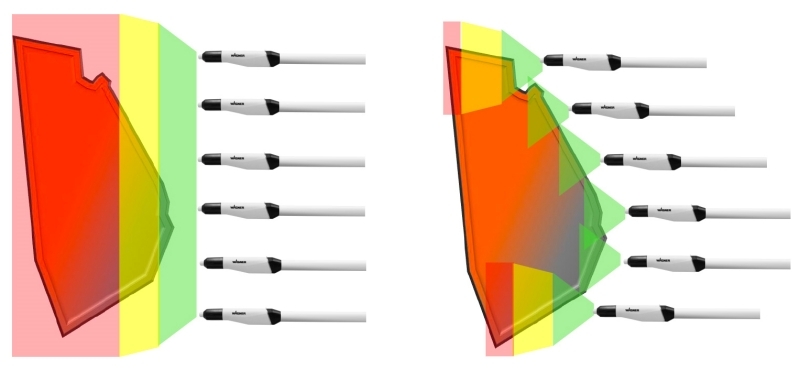
Józsa Márton: A Wagner Dynamic 3D Coating rendszerében oldalanként két szkennerről beszélünk, amelyek az előttük áthaladó munkadarabokat három dimenzióban szkennelik. A rendszer azt is látja, ha különböző munkadarabok vannak egymás mellé, vagy alá akasztva, azok is ugyanúgy elhaladnak a szkennerek előtt. Gyakorlatilag képes arra, hogy külön-külön minden munkadarabot azonnal beszkenneljen, és a kétszer hat automata szórópisztoly, amelyek az emelőműveken mozognak, képesek önállóan beállni a megfelelő távolságra az adott felülettől. Ilyen módon le tudják követni a munkadarabok formáját, és mindenhol azt az ideális távolságot tudja tartani a munkadarabtól, ami az egyenletes szóráshoz szükséges.
A Wagner Dynamic 3D Coating rendszer lényege, hogy a pisztolyok nem csak ki-be mozognak egyenként, hanem gyakorlatilag folyamatosan le-föl mozgást is végeznek. A berendezés ki van egészítve két fix magasságú felső élszóró pisztollyal, valamint oldalanként egy-egy változtatható magasságú alsó élfestő pisztollyal. A kezdeti cél, miszerint a porfogyás csökkentése érdekében a kézi szórást a lehető legkisebb mértékűre kell szorítani teljes sikerrel járt a Güntnernél, ráadásul a dolgozók is hálásak, hiszen az összetett festési feladatokat már az automata berendezés végzi, ők pedig csak a folyamatot felügyelik.

M.L.S. Magyarország Kft fő tevékenységei:
- MILESI faipari felületkezelő anyagok forgalmazása,
- BARIL, CMP, POLISTUC, ZINGA fémkorróziós felületkezelő anyagok forgalmazása,
- WAGNER nedves és porfestő berendezések forgalmazása, telepítése, szervizelése
- TITAN és WAGNER építőipari festőberendezések forgalmazása, szervizelése
- SIA és MLS saját brandes csiszolóanyagok gyártása, forgalmazása, konfekcionálása
- BONA padlóbevonati rendszerek és gépek forgalmazása,
- FANUC és LESTA festőrobotok értékesítése, telepítése
- HANGON függesztés és maszkolástechnika
- COATMASTER érintésmentes rétegvastagságmérő berendezések forgalmazása.
Amennyiben érdekli Önt a WAGNER legújabb porfestő technológiái, a munkadarabok hatékony függesztésben és maszkolásában rejlő lehetőségek, a másodpercek alatt betanítható robotos javítófestés, vagy az érintésmentes rétegvastagság mérés, látogasson el az április 24-25-én megrendezésre kerülő szakmai rendezvényünkre: Energiahatékonyság és automatizálás a porfestésben (mls.hu)
Ha feliratkozik a Műszaki Magazin Hírlevelére, sosem marad le a híreinkről! További friss híreket talál a Műszaki Magazin főoldalán! Csatlakozzon hozzánk a Facebookon is!