Létezik az esztergálásnak egy olyan módja, amely megkérdőjelezi a mai eljárások jól bevált és alapértelmezett koncepcióit.
Az esztergálás hosszú történelme során végig bevált módszer volt a hagyományos irányban végzett megmunkálás – a munkadarab végétől kezdve hosszanti irányban a tokmány felé haladva. Bár ez az eljárás sikeresnek bizonyult, az eljárás tökéletesedésével egyre nehezebbé válik a termelékenység és a nyereségesség továbbfejlesztése. Sokakra vannak hatással a hagyományos esztergálás korlátai. A tapasztalt gépkezelők például tisztában vannak azzal, hogy az olyan tényezők, mint a kis belépési szögek, megnövelt előtolási sebességet tesznek lehetővé, de 90° környékére korlátozódnak a hagyományos esztergálás során a sarok elérése, valamint a hosszú, ívelt forgácsok (jellemzően ilyenek keletkeznek kis belépési szögek esetén) elkerülése érdekében.

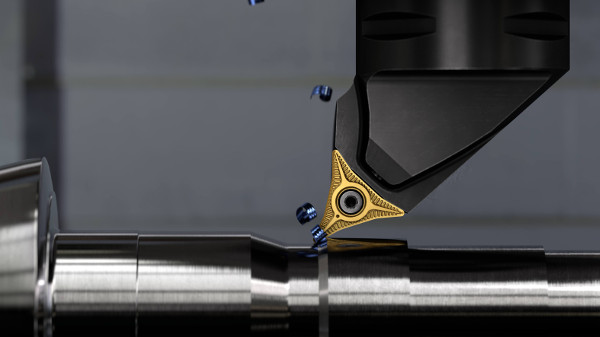
A Sandvik Coromant kifejlesztette a PrimeTurning™ technológiát, ezzel egy olyan hosszirányú esztergálás lehetőségét teremtette meg, ahol a megmunkálás a tokmánytól kezdődik, és az anyag forgácsolása visszafelé történik, ahogy a szerszám az alkatrész vége felé halad. Bár néhány műhely már próbálkozott ilyen módszerrel, a problémát mindig a forgácskezelés jelentette.
A PrimeTurning formájában a Sandvik Coromant sikeresen kifejlesztett egy olyan megoldást, amely nemcsak kiküszöböli a forgácskezelés problémáját, hanem emellett több előnyt is biztosít. Lehetővé teszi például kis belépési szög alkalmazását, ez pedig jelentős termelékenységnövekedést eredményez. Konkrétan lehetőség van arra, hogy gyakorlatilag a kétszeresére növeljük az előtolási sebességet és a forgácsolási sebességet a hagyományos esztergáláshoz képest. Ez annak köszönhető, hogy a kis belépési szögek vagy nagy élszögek vékonyabb, szélesebb forgácsokat képeznek, ezek pedig eloszlatják a hőt és a terhelést a csúcssugár felől, amely nagyobb forgácsolási adatokat és/vagy hosszabb éltartamot eredményez. Továbbá, mivel a forgácsolás a válltól távolodva történik, nem fenyeget a forgácselakadás veszélye, amely egy gyakori mellékhatása a hagyományos hosszirányú esztergálásnak.
A fejlett stratégiáknak, szerszámozásnak és programkódoknak köszönhetően a PrimeTurning tökéletes elérést biztosít a saroknál, és lehetővé teszi a 25-30°-os belépési szögeket. Ezek jelentősen jobb fémeltávolítási sebességeket, kiváló forgácskezelést és jól betartott tűréseket eredményeznek. Az aktuális beállítástól függően a PrimeTurning korábban elérhetetlen szintű termelékenységet eredményezhet. Azok a műhelyek, amelyek nem maximalizálják a termelékenységüket, nem annyira versenyképesek, mint amennyire lehetnének. Ha például az esztergálás egy szűk keresztmetszetet jelentő művelet, az a vállalat számára kevesebb legyártott alkatrészt jelent menetenként. Hasonlóképpen, ha a gépkihasználtság alacsony, azzal elvész a lehetőség, hogy kevesebb idő alatt több alkatrész kerüljön legyártásra. A PrimeTurning segít ezeket a korlátokat lehetőségekké alakítani, és gyors befektetésmegtérülést kínál a vállalatok számára.
Az esztergálás történelme
Már 1772-től rendelkezésre állnak feljegyzések egy korai ipari esztergáról, amikor is egy vízszintes kiesztergáló gépet telepítettek Londonban, Woolwich-ben a Királyi Tüzérségi Osztagnál. Ez egy lóerővel hajtott gép volt, amelyben a szerszám helyett a munkadarab forgott, tehát technikailag egy eszterga volt. Az ipari forradalom ezen időszakában jelent meg a gépi erő is a vízkerekekkel és a gőzgépekkel. A 19. század vége és a 20. század közepe között az elektromos motorok kezdték átvenni az elsődlegesen használt erőforrás szerepét. Ezután az 1950-es évek elején elkezdtek szervomechanikákat alkalmazni az esztergák vezérlésében, amelyeket később számítógépekkel párosítottak, és létrejött a számítógépes numerikus vezérlés (CNC).
Szerző: Håkan Ericksson, általános esztergálási termékmenedzser, Sandvik Coromant