Az új GC4415 és GC4425 lapkák megbízható teljesítményt és kiváló kopásállóságot nyújtanak.
Mi a közös egy ókori római háborús stratégiában és a Sandvik Coromant ISO P acélesztergálásában, és hogyan segíthet ez növelni az Ön műhelyének teljesítményét? Rolf Olofsson, a fémforgácsolási globális vezető Sandvik Coromant termékmenedzsere azt vizsgálja, hogy a keményfém minőségek bevonata és hordozója hogyan lehet óriási hatással az acélesztergálási folyamatok hatékonyságára és termelékenységére.
A fémmegmunkálási iparban gyakori tévhit, hogy az acél megmunkálása egyszerű. A tapasztalt gépészek tudják, hogy az ISO P acél esztergálása minden, csak nem egyszerű. A sok nehézség közül az első az ISO P osztályba tartozó anyagok széles skálája, amelyek a képlékeny, alacsony széntartalmú acéloktól az erősen ötvözöttekig terjednek.
Másodszor, a különböző acélok keménysége jelentősen eltér a spektrum egyik végétől a másikig. Az alkalmazás típusa és a műhelyekben uralkodó megmunkálási körülmények is eltérők.
Nyilvánvaló, hogy az acél esztergálása kihívást jelent, és az összes változót figyelembe véve az ISO P acélok tulajdonságainak széles skálájához igazodó minőség kiválasztása még ijesztőbb feladat.
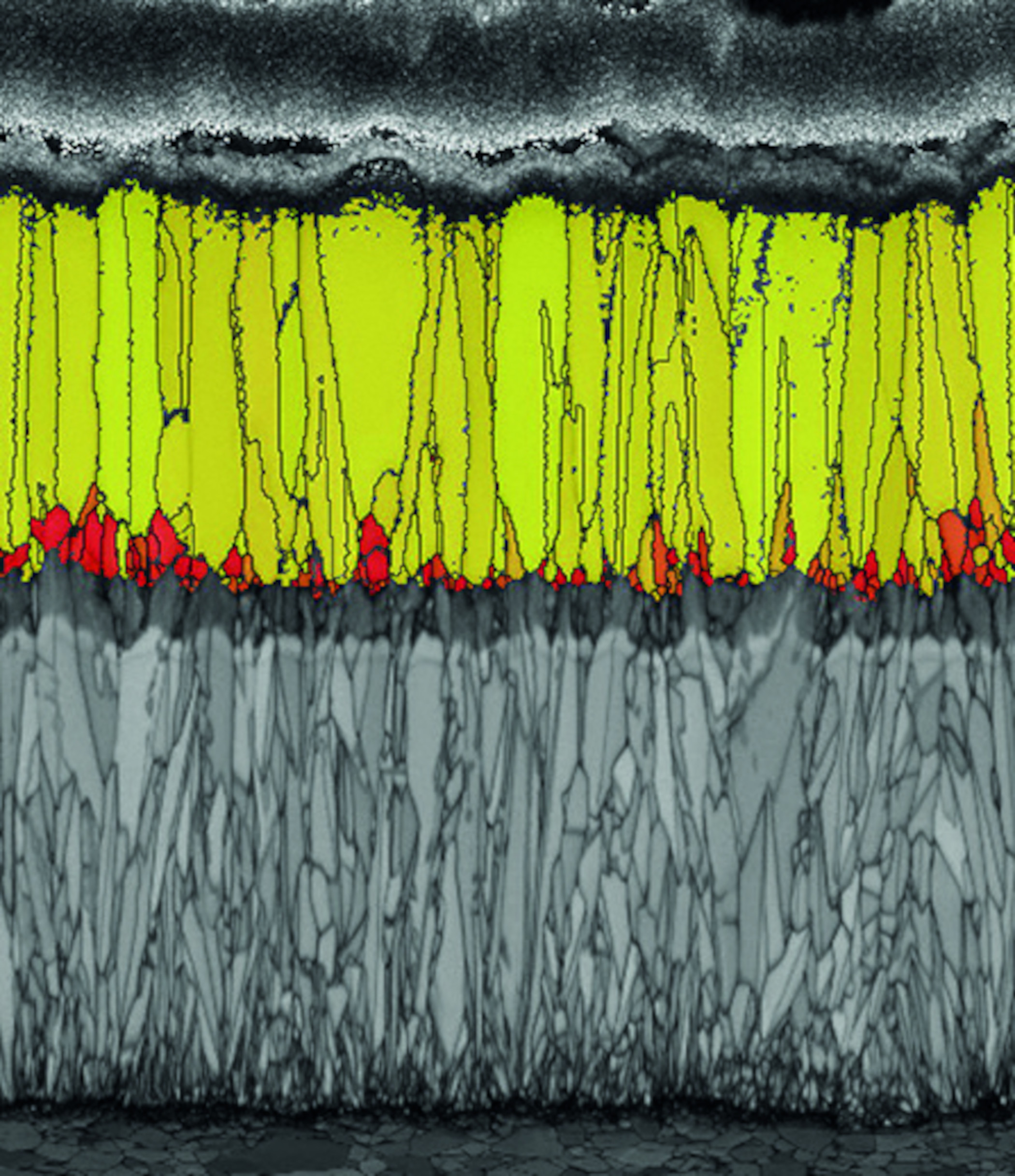
Az Inveio® esetén az alumínium-oxid bevonatban minden kristály azonos irányban, a felület felé mutatva áll.
Minőség minden területhez
Bármely ilyen minőség esetében a törésállóság kiemelt fontosságú. Csakúgy, mint a forgácsolási zónában kialakuló extrém hőmérsékletek miatti képlékeny alakváltozással szemben szükséges keménységet biztosító forgácsolóél.
Ezenkívül a minőséget olyan bevonattal kell ellátni, amely megakadályozza a hátkopást, a kráteres kopást és az élrátétképződést. Fontos, hogy a bevonatnak is tapadnia kell a hordozóhoz; ha nem tapad, a hordozó szabaddá válik, ami gyors meghibásodáshoz vezet.
Tekintettel az igények ezen sokaságára, elengedhetetlen az acélesztergálási minőség szerkezetének megértése a megalapozott döntéshez, amikor választani kell az adott alkalmazáshoz.
A keményfém lapka szerkezete
Minden keményfém minőség tartalmaz egy porkohászati keményfém magot, más néven hordozót. A hordozó határozza meg a minőség szívósságát és szilárdságát. A képlékeny alakváltozással szembeni ellenállás is ennek tulajdonítható.
A porkohászati keményfém hordozót általában néhány réteg bevonat, például titán-szén-nitrid (TiCN), alumínium-oxid (Al2O3), titán-nitrid (TiN) borítja, amely a lapka élszilárdságát, tapadás- és kopásállósági tulajdonságait biztosítja. A különböző kopásokkal szembeni kiváló ellenállás receptje: hát, kráteres és élrátétképződés; a bevonatréteg kialakításának mikroszkopikus részletei biztosítják a tapadást a hordozóhoz és a jobb éltartamot.
A római pajzsfal
A hagyományos alumínium-oxid bevonatnál a kristályok növekedési iránya véletlenszerű, amint azt az 1a. ábra mutatja. Ha a bevonatréteg növekedését úgy lehet szabályozni, hogy minden kristály ugyanabban az irányban helyezkedjen el, ahogy az 1b. ábrán sárgával van jelölve, az kiváló kopásállóságot eredményez.
Egy példa a római történelemből segít jobban megérteni a kristályok összehangolásának erejét. Amikor az ókori római légiók ostromra indultak, gyakran vetettek be pajzsfalat – a Testudo alakzatot. Ebben az alakzatban az összes pajzs egy vonalban és szorosan egymás mellett helyezkedett el, elkerülve minden sebezhető rést. A pajzsfal segített a rómaiaknak ellenállni a közeledő agressziónak, miközben előrenyomultak.
Hasonlóan működik a kristályok rendezése is a bevonatrétegben: a szorosan egymás mellé helyezett egyirányú kristályok pajzsként működnek, és jobb ellenállást biztosítanak a forgácsolási zóna kihívást jelentő körülményeivel szemben.

Hagyományos CVD-alumínium-oxid-bevonat véletlenszerű kristályorientációval.
Egyirányú kristályok
A Sandvik Coromant K+F szakértői megtalálták a módját annak, hogy a kristályok növekedését az alumínium-oxid bevonatban úgy szabályozzák, hogy minden kristály ugyanabban az irányban sorakozzon fel, a legerősebb résszel a felső felület felé. Ez a szabadalmaztatott technológia, az Inveio® bevonat olyan technikai áttörés, amely új szintű kopásállóságot és éltartamot biztosít a lapkák számára.
A szorosan egymáshoz illesztett egyirányú kristályok erős gátat képeznek a forgácsolási zóna és a forgács felé. Ennek köszönhetően az Inveio® felszereltségű minőségek nagymértékben javítják a kráteres kopással és a hátkopással szembeni ellenállást. Egy másik kívánatos hatás, hogy a hőt gyorsabban elvezetik a forgácsolási zónától, így a forgácsolóél hosszabb ideig ép marad és fogásban lehet. Összességében egy kiszámítható, hosszú éltartamú szerszám az eredmény.
Az Inveio® technológia második generációjának bevezetésével – amely a Sandvik Coromant legújabb, GC4415 és GC4425 acélesztergálási minőségeiben is megtalálható – az egyirányú bevonat előnyei tovább javultak. A továbbfejlesztett kristályorientáció még egyenletesebb teljesítményt és jelentősen magasabb kopásállóságot eredményez.
Megszakított forgácsolási műveletek
Most, hogy megvitattuk a lapkaminőség kiválasztásának első két szempontját, nevezetesen a hordozót és a bevonatot, nézzük meg röviden a harmadikat: teljesítmény a megszakított forgácsolási műveletek során. Ez egy fontos követelmény, mivel segít elkerülni a hirtelen lapkatöréseket.
Keressen olyan lapkákat, amelyek utókezelésen estek át: ez egy olyan eljárás, amelyben nagyon finom, éles kerámiarészecskékkel bombázzák a lapka bevonatát. Képzelje el, hogy egy kalapács ütögeti a bevonatot, hogy megerősítse és szilárdítsa. A hatékony utókezelésen átesett lapkák jól teljesítenek a megszakított forgácsolás során.

Minden keményfém minőség tartalmaz egy porkohászati keményfémből készült magot (a hordozót), amely meghatározza a minőség szívósságát és szilárdságát.
Új GC4415 és GC4425 minőségek
A Sandvik Coromant a közelmúltban bemutatott két új lapkaminőséget ISO P acél esztergálásához. A GC4415 és GC4425 esztergálási minőségek ideálisak a tömeg- és sorozatgyártásban tevékenykedő gyártók számára.
Az Inveio® technológiával megerősített új hordozóval a két minőség megbízható teljesítményt és kiváló kopásállóságot biztosít. Ezen túlmenően a minőségek új utókezelése növeli a teljesítményt a megszakított forgácsolási műveletek során, elkerülhetővé teszi a hirtelen töréseket és mindkét lapkaminőségnek kiváló teljesítményt biztosít az alkalmazások széles körében.
Az ügyfelek ezekkel a minőségekkel nagyobb forgácsolási sebességet (Vc) és többszörös előtolási sebességet (Fn) tudtak megvalósítani. Az egyik esetben egy általános gépészeti gyártó egy 4140-es előhőkezelt acél munkadarabot többirányú külső nagyolásnak vetett alá a GC4425 lapkával. A versenytárs ISO-lapkájához képest ugyanabban a folyamatban az ügyfél 100%-os termelékenységnövekedést tudott elérni, csökkentette a ciklusidőt 50%-kal, a költséget pedig 30%-kal.
Az ISO P acél megmunkálása trükkös. Ha a minőség kiválasztásakor figyelembe vesz néhány szempontot, mint például a hordozó szívósságát, valamint az anyagtudomány és a szerszámtechnológia területén elért új technológiai fejlesztéseket, akkor óriási előrelépést tehet az acélesztergálás hatékonyságában és a műhely általános termelékenységében.