Villamos ívhegesztés során számos tipikus hibalehetőség akadályozhatja a megfelelő minőségű varrat elkészítését.
Ezek azonban kiküszöbölhetőek, és érdemes is odafigyelni rájuk, mert sok bosszúságtól kímélhetjük meg magunkat ezeknek a hibaforrásoknak a kizárásával.
Aki villamos ívhegesztésre adja a fejét, annak aligha lesz ismeretlen a most következő hibalista. Talán úgy is érezhetjük, hogy néhány, a cikkben szereplő hibára nem is kellene kitérni, annyira evidens. A dolog azonban egy kicsit arra emlékeztethet, mint amikor az elektromos berendezések leírásában a hibalista azzal kezdődik, hogy
“Ellenőrizze, csatlakoztatta-e az eszközt az elektromos hálózathoz”.
A hegesztés során azonban számos dologra oda kell figyelni, és néha még a tapasztalt szakemberekkel is előfordul, hogy a magától értetődőnek látszó tényezőkkel gyűlik meg a bajuk.
Ezért remélhetőleg az alábbi tanácsok nem csak a hegesztésben járatlanabb, kevésbé rutinos olvasóknak lesznek hasznosak, hanem minden hegesztéssel foglalkozó szakember számára.
- A védőgázzal összefüggő általános hibák
Védőgázas hegesztésnél a hegesztőgáz megakadályozza, hogy a varrat és környezete annak minőségét rontó szennyező anyagokkal érintkezzen. Ha két használat között hosszabb idő telik el, a nyomáscsökkentőbe levegő, vagyis nitrogén, oxigén, de akár nedvesség is kerülhet.
Annak érdekében, hogy ezek ne szennyezzék el a védőgázt, öblítsük át a rendszert a munka megkezdése előtt. Ugyanez, vagyis egy bőséges, 1-2 perces védőgázas öblítés vonatkozik arra az esetre is, ha akár a gázpalackot, akár a munkakábelt kicseréltük.
Egy másik tipikus hiba, amikor az átfolyó védőgáz indításkor hirtelen megnövekvő mennyiségét egy védőgáz-megtakarítóval csökkentjük. Ezzel azonban a varrat indításánál pórusképződést idézhetünk elő. Ezért érdemes inkább a nyomáscsökkentőt és az áramforrást összekötő tömlő hosszát lerövidíteni: a legjobb, ha ez a távolság legfeljebb 3 méteres.
- A nyomáscsökkentőkhöz kapcsolódó hibák
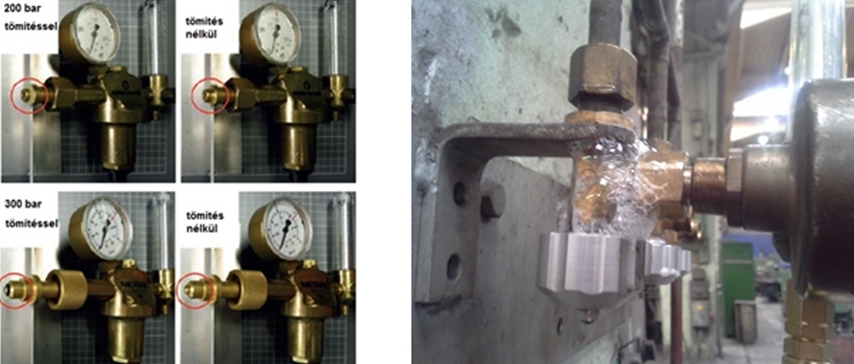
A tömítések hiánya és a laza kötések is szivárgáshoz vezethetnek – képek: messer.hu
Az is valós probléma lehet, hogy a palackszelep hirtelen rányitása miatt intenzív nyomáslökést kap a reduktor. Ha ez gyakran előfordul, a reduktor hamar tönkremehet. Ezt a nyomáscsökkentő membránjának előzetes fesztelenítésével védhetjük ki.
A 200-300 baros nyomáscsökkentőknél a tömítetlenség, illetve a laza záró kötések következtében fellépő szivárgás is gondot okozhat. Ezért fontos a kötések és a tömítések ellenőrzésével kezdeni a munkát. Az elöregedett tömítéseket cseréljük, a laza záró kötéseket pedig húzzuk meg.
- A tömlővel kapcsolatos hibák
A megfelelő csatlakozás itt is kiemelt jelentőségű, a nem megfelelő vagy rosszul felszerelt tömlőcsatlakozó ugyanis szivárgást idézhet elő. Ezért érdemes EN 560 és EN 561 szabvány szerinti csatlakozókat alkalmazni, és műszak elején ellenőrizni őket.
A gyorscsatlakozók használata is jó megoldás, ezek zárófelületei azonban fokozottan hajlamosak a kopásra. A legjobb, ha nem csak a munka megkezdésekor, hanem napközben, műszakváltáskor is rájuk nézünk.
De hiába tökéletesek a csatlakozások, ha a tömlő anyaga elfárad, vagy nem megfelelő, a védőgáz az 1. pontban leírtakhoz hasonlóan elszennyeződik. Ennek elkerülésére ajánlott ISO 3821-es és ISO 1327-es tömlőt használni (a sűrített levegőhöz gyártott PVC-tömlőt például felejtsük el). Ugyanezért fontos az elöregedett tömlőt időben kicserélni.
- Az áramforrásnál jelentkező hibák
Az áramforrás bizonyos szempontból az egész rendszer “lelke”, ezért itt is számos potenciális hibaforrás fordulhat elő. Régebbi típusú gépeknél, ahol kézzel állítjuk be, előfordulhat például, hogy rosszul választjuk meg az alkalmazott áramerősséget. Ha ez az optimálisnál alacsonyabb, az nem megfelelő varratbeolvadáshoz vezethet.
A megfelelő ívfeszültség beállítása is kulcsfontosságú. A túl nagy ívfeszültség porozitások kialakulását, de akár szélkiolvadást, illetve a huzal fúvókával történő összeolvadását is előidézheti. Az áramerősséghez képest túlzott ívfeszültség következtében a varrat meg is repedhet. A túl kicsi ívfeszültség miatt pedig előfordulhat, hogy az ív az anyagban ég, illetve salakzárvány alakul ki.
A felsoroltakon túl a szelepek, csatlakozások, tömlők megfelelő tömítettségére az áramforráson belül is oda kell figyelni. Ezért érdemes időnként ellenőrizni – vagy a gyártóval ellenőriztetni – a készüléket.
- A munkakábellel előforduló problémák
A hegesztőpisztolyt az áramforrással vagy a huzaladagolóval összekötő munkakábel esetében is biztosítani kell a megfelelő csatlakozásokat, tömítéseket. A sérült vagy elöregedett tömítőgyűrűket késlekedés nélkül cseréljük ki. A cél, hogy a védőgáz szennyezés nélkül eljuthasson a munkafelületre, a készülő kötésig.
Ezért lényeges, hogy a munkakábel állapotát rendszeresen ellenőrizzük, valamint, hogy az előírt EN 60974-7 szabványnak megfelelő tömlőt használjunk. Ennek ugyan a PVC-tömlő is megfelel, mégis érdemes jobb minőségű, tartósabb anyagból készült tömlőt választani.
- A hegesztőpisztoly potenciális hibaforrásai

Tiszta és szennyezett gázfúvóka
Eljutottunk oda, hogy a védőgáz megfelelő tisztaságban megérkezik a hegesztőpisztoly gázfúvókájához. Előfordul, hogy itt, a lánc végén, a hegesztendő munkadarabnál kerül homokszem a gépezetbe. Amit akár szó szerint is érthetünk, ugyanis ha a gázfúvóka szennyezett, a varrat minősége nem lesz megfelelő. Ezért rendszeresen ellenőrizzük a fúvóka állapotát, és alaposan tisztítsuk meg a ráfröccsenő szennyeződésektől és a füsttől, koromtól. (Gázdiffúzor használata esetén arra is ugyanez vonatkozik.)
Ugyanilyen fontos, hogy a gázterelő hüvely jól illeszkejden a fúvókára – ellenkező esetben tömítetlenség lép fel, ami porozitáshoz vezet.
A hegesztőpisztoly nem megfelelő vezetése pedig szélkiolvadást idézhet elő. Ennek elkerülésére íveléskor tartsuk ki a pisztolyt a széleken. A rosszul megválasztott döntési szög eredménye sokszor a nem megfelelő varratbeolvadás. Amellett, hogy a döntési szöget módosítjuk, az áramerősség növelésével, illetve a hegesztési sebesség csökkentésével is kiküszöbölhetjük ezt a problémát.
További hibalehetőségek
A fenti lista természetesen csak a lehetséges hibák egy részét tartalmazza, ezek mellett további hibalehetőségek is előfordulhatnak.
Néhány példa:
- A munkakábel áramátadó csatlakozásánál található légrés. Elkerülhető a huzalnak megfelelő méretű áramátadó használatával.
- Optimális védőgázmennyiség beállítása a hegesztőpisztolynál a porozitások elkerülése végett.
- Helyes pisztolytartás, megfelelő döntési szög alkalmazása – ezzel elkerülhető, hogy a kiáramló védőgáz a túlzott pisztolydöntésnek köszönhető injektorhatás következtében beszippantsa a környezeti levegőt.
- Szennyezett hozaganyag – ez rontja a varrat minőségét, porozitáshoz vezethet.
Messer Hungarogáz Kft. – a hegesztési gázok hazai szakértője
A felsorolt hibaforrások komoly problémákat idézhetnek elő és jelentősen megnehezíthetik, lelassíthatják a munkát. Feltárásukhoz és megoldásukhoz ugyanakkor szakmai segítséget is kaphatunk a minősített, professzionális gázszolgáltatóktól. Magasan képzett szakembereik a szükséges megelőző eljárási rutinok kialakításában és a helyes eszközhasználat megválasztásában is hatékony támogatást képesek nyújtani.
Ilyen szolgáltató a Messer Hungarogáz Kft. is, amely anyagfajtákra és hegesztési eljárásokra optimalizált védőgázkeverékek széles választékát fejlesztette ki, melyek megfelelnek a modern jármű- és fémipar által támasztott magas minőségi követelményeknek.
A védőgázos ívhegesztési eljárások, a MIG, MAG és TIG (AWI) technológia esetében napjainkban már a standardizált és az egyedi követelményekhez hangolt két-, három-, vagy akár többkomponensű védőgáz-keverékek széles skálájával találkozunk az iparban. A lehetséges keverékek választéka rendkívül széles, a fő összetevőnek számító argonon, héliumon és szén-dioxidon kívül további alkotórészként oxigén, hidrogén vagy nitrogén is előfordul.
A Messer Hungarogáz Kft. Magyarország egyik vezető ipari és egészségügyi gázgyártó és -forgalmazó vállalata. A Messer a hegesztési gázok mellett számos egyéb gázzal (pl. nitrogén, oxigén, szén-dioxid, argon, műszaki, lézer, élelmiszeripari, egészségügyi, nagytisztaságú és különleges laborgázok, stb.) is ellátja partnereit. Mindezek mellett a vállalat a nagyipari on-site gázüzemek építésében és működtetésében is piacvezető.