


Hogyan segíthet a jobb acélesztergálás a gyártóknak leküzdeni a közelgő kihívásokat?
A fémforgácsolás egzakt tudomány, amely finom változtatásokat igényel a folyamatban, hogy az egyes anyagokkal a legjobb eredmény legyen elérhető. De messze nem egzakt időket élünk, és az elemzők azt jósolják, hogy az iparnak fel kell készülnie a piaci kiszámíthatatlanságra – vagy egy a COVID-19 világjárvány következtében létrejövő „új normára”. Rolf Olofsson, a Sandvik Coromant termékmenedzsere itt elmagyarázza, hogy az esztergálási folyamatnak hogyan kell változnia az anyagtól függően, és hogy ez miként segíthet a gyártóknak teljes körűen szembe nézni a közelgő bizonytalan időkkel.
Nyugodtan elmondható, hogy a COVID-19 egy jelentős és váratlan esemény volt az iparág számára.
A gyártók két forgatókönyvvel nézhetnek szembe az új norma korszakában. Egyes gyártók nagy keresleti forgatókönyvekkel nézhetnek szembe, és számos alapvető iparág, például az élelmiszer-termelés és a gyógyszeripar felpörgött a karantén során. Ezekben az esetekben olyan szerszámmegoldásokra van szükség, amelyek elősegíthetik a fémeltávolítási sebességek növelését, csökkenthetik a ciklusidőket és támogathatják a gyártási tételek közötti gyorscseréket.
Más gyártók alacsony keresleti forgatókönyveket tapasztalnak. Ehhez olyan eszközökre van szükség, amelyek élenként több alkatrészt képesek előállítani, miközben biztosítják a folyamatbiztonságot, kevesebb gyártási megszakítással és gépkezelő nélküli gyártási folyamatban. A tömeggyártás egyes területei például szinte teljesen leállították a gyártást.
Mindkét esetben a nyereséges gyártás kulcsa az acélesztergálásában a legjobb szerszám-összeállítás a géptől a forgácsolóélig, és a helyes alkalmazáshoz szükséges ismeretanyag.
A gyártóknak hosszú távon is fenn kell tartaniuk ezeket a célkitűzéseket; végül is nem lehetünk biztosak abban, hogy ez a jelentős és váratlan esemény meddig áll még fenn. A nemrég megjelent COVID-19: Rövid tájékoztatójában, a McKinsey & Company elemző a gyártók számára közelgő klímaváltozást a „következő normának” nevezi, ahol a gyártók kiszámíthatatlan és tartós elmozdulásokra számíthatnak a vásárlói piacokon.
A jelentés szerint rugalmasságra lesz szükség, ha a gyártók gazdaságilag és társadalmilag életképes úton kívánnak haladni. A Pricewaterhouse Coopers (PwC) saját COVID-19: Mit jelent az ipari gyártás számára? jelentése azt javasolja a vállalatoknak, hogy terjeszkedjenek új iparágakba – és használják ki az új bevételi források előnyeit – vagy azért, mert a megszűnő piacok erre kényszerítik őket, vagy azért, mert egyszerűen lehetőséget látnak.
Fontos, hogy a gyártóknak és a műhelyeknek elég rugalmasnak kell lenniük ahhoz, hogy megbirkózzanak nemcsak a globális járvány jelenlévő hatásaival, hanem a következő nagy, váratlan eseménnyel is.
Gyártási rugalmasság
De mit jelent a rugalmasság a sorozatgyártók számára? Számos tényezőből áll, beleértve a gyorsabb cseréket a sarzsok között, az optimalizált vagy csökkentett készletet és a kopott lapkák cseréjéhez szükséges gyártási leállások számának minimalizálását.
Ennek a rugalmasságnak a biztosításához a gyártó által választott acélesztergálási megoldások – ideértve a szerszámlapkákat is – alapvető fontosságúak lesznek az új gyártási hatékonyság eléréséhez. Jelenleg a legtöbb gyártó felismeri a kiválasztott minőség fontosságát az alkalmazott lapkáknál. Sokan azonban nem veszik észre, hogy az egész szerszámozási koncepció – a lapkaminőségtől, a befogó kialakításától és a szerszámtartótól kezdve – növelheti a teljesítményt, csökkentheti a költségeket és magasabb szintű folyamatbiztonságot nyújthat.
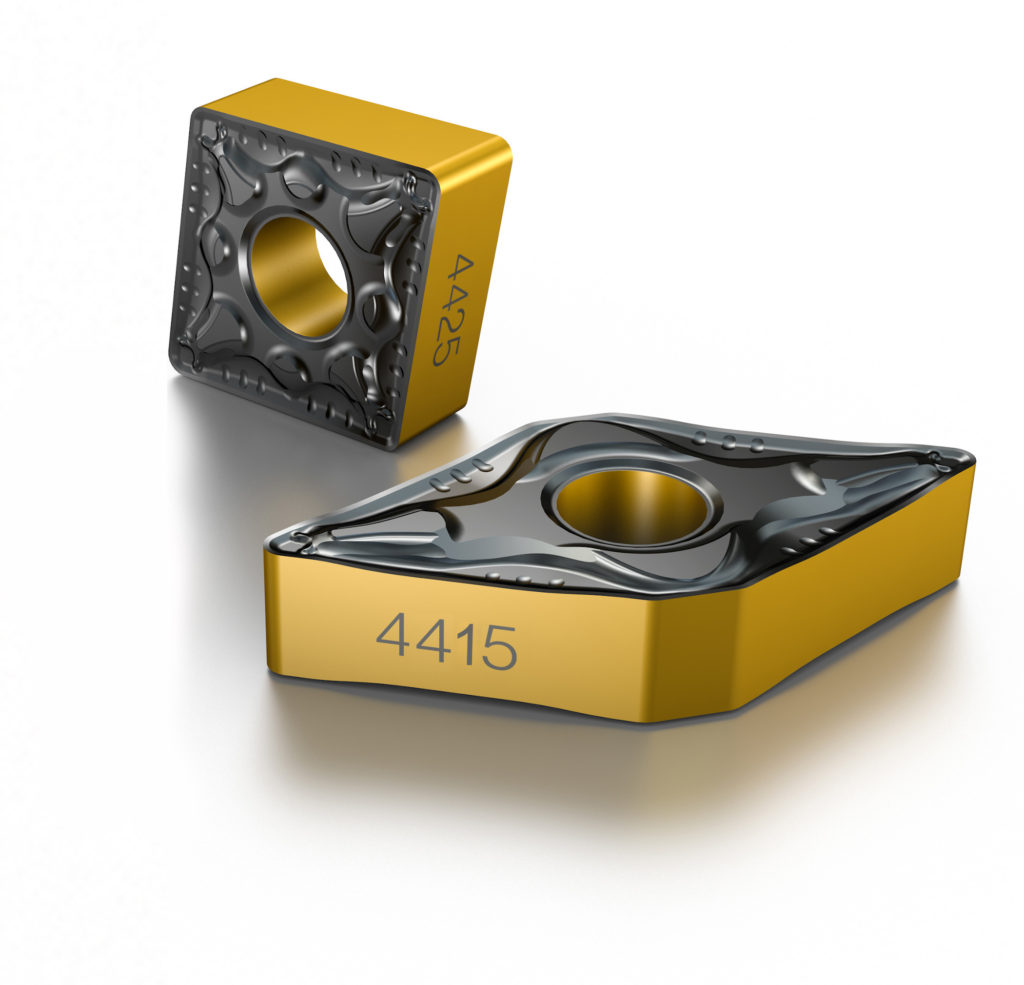
Ezt akkor is alkalmazni kell, amikor olyan szívós anyagokkal kell dolgozni, amelyekkel kapcsolatban a Sandvik Coromant ügyfelei tanácsot kérnek. Ide tartoznak az ISO P-alcsoportok, ideértve az ötvözetlen acélt és a gyengén ötvözött acélt is, amelyek esetében a GC4415 és a GC4425 különösen releváns. Az egyes anyagok közötti különbségek megértése elengedhetetlen az optimális eredmény eléréséhez.
Általánosságban elmondható, hogy minden gyártó a következő célok közül legalább hármat el akar érni: nagyobb fémeltávolítási sebesség, több alkatrész élenként, rövidebb ciklusidő, minimalizált hulladék és optimalizált készlethasználat. A gyártók számára ez azt is jelenti, hogy képesek több, azonos minőségű acél alkatrész megmunkálására.
Bár a célok egyszerűek, az ISO P-csoportba tartozó anyagok nem. Az ISO P-fémek többféle tulajdonságot mutatnak, amelyek nehezen kezelhetők egyetlen anyagban. Ezzel szemben, ha az S csoportba tartozó HRSA-t kellene megmunkálni, valószínűleg alacsony hővezető képességgel találkoznánk, ami hőfelgyülemlést eredményez a forgácsolási zónában, és ez deformálhatja a forgácsolószerszámot. Ezt az egyetlen tulajdonságot viszonylag könnyű ellensúlyozni, de egy ISO P-csoportba tartozó anyag több tulajdonságát kezelni nagyobb kihívást jelenthet.
Mi a helyzet például akkor, ha egyetlen anyag a gyengén ötvözött acél tapadási tulajdonságaival és szokatlan hővezetési tulajdonságokkal is rendelkezik, ahogyan azt az anyagszakértő, Therese McAllister Best Practice Guidelines for Structural Fire Resistance Design of Concrete and Steel Buildings (Bevált gyakorlatok és irányelvek a beton és acél épületek szerkezeti tűzállóságához) című cikke is írja? Egyetlen eszköz nem mindig képes ellensúlyozni mindkét tulajdonságot, túlzott kopás nélkül.
A legfontosabb, hogy a fém forgácsolása nem olyan, mint egy alacsony ellenállású anyag forgácsolása – a forgácsolószerszám nem ketté nyírja, hanem nyomást gyakorol, amíg az anyag forgács formájában le nem válik. Ez a folyamat óriási hőt és súrlódást, valamint kémiai reakciókat generál, amelyek diffúziót és kráteresedést okozhatnak. Maga a nyomás is károsító hatású lehet.
Tehát, míg ügyfeleink többsége ebből az öt célból legalább hármat szeretne elérni, a sebesség növelése érdekében alkalmazott agresszív forgácsolási paraméterekkel nem lehet minden célt elérni. Elég megkérdezni egy műhelyt, amely nagy pontosságú alkatrészeket készít a repülőgépiparnak és a csapágyiparnak, vagy egy gyártót, amely megpróbálja elérni az energia- és széndioxid-csökkentési céljait.
Ez azt jelenti, hogy lehetetlen mindenki számára mindenben a legjobbnak lenni, de még mindig olyan helyzettel nézünk szembe, ahol a következő nagy, váratlan esemény leküzdése a rugalmasságon fog múlni.
Nyereséges, rugalmas acélesztergálás
A Sandvik Coromant hatalmas mennyiségű kutatást és fejlesztést szentelt ezen kihívások kezelésére. Ennek eredményeként a vállalat bevezet két új, P-esztergálási keményfém minőséget, a GC4415-öt és a GC4425-öt.
A Sandvik Coromantnál az ennek megvalósítása érdekében végzett munka a második generációs Inveio® technológiára összpontosított. Az első generációs Inveio az egyirányú kristályorientáció műszaki áttörése volt az alumínium-oxid bevonatrétegben, amely magasabb kopásállóságot és éltartamot biztosított a lapkáknak.
A második generációs technológiánkban tovább javítottuk a kristályorientációt, amely nagyobb kopásállóságot, valamint egyenletesebb minőséget és teljesítményt nyújt. Ezek a funkciók javítják a hőállóságot és a szívósságot is, kibővítik az alkalmazási kört, és lehetővé teszik egy műhelynek vagy gyártónak az ISO P-esztergálási problémák megoldását, miközben elérik ezt az öt alapvető célkitűzést is. Emellett olyan szintű rugalmasságot biztosít, amely az iparágban egyedülálló – a tömeg- és a sorozatgyártásban is alkalmazható.
Az általános gépészeti alkalmazások mellett számíthatunk arra, hogy ez a fejlesztés a járműipar, az energiaipar, a repülőgépipar, a csapágyak és az olaj- és gázipar számára is bizonyos mértékben kedvező lesz. Már együtt dolgozunk néhány, a második generációt már korán alkalmazó partnerrel, akik az új P-esztergálási keményfém minőségeinket külső és belső megmunkálásokban is alkalmazták, a simítástól a nagyolásig, folyamatos enyhén megszakított forgácsolásban is.
Ezt a Sandvik Coromant egyik általános gépészeti ügyfele tette próbára, a Sandvik Coromant GC4425 keményfém lapkájával végzett nyomóhenger-megmunkálásban. A GC4425 javított kopásállóságot, hőállóságot és szívósságot biztosít. Ezenkívül képes nagyobb forgácsolási adatokkal üzemelni. A lapkát egy ISO P-anyagban használták, amely megnevezés ötvözetlentől és erősen ötvözöttig tartalmaz összetett és nehezen megmunkálható minőségeket, normál és átlagosan 205 HB Brinell-keménységgel.
A munkadarabot folyamatos külső axiális esztergálásnak és elősimításnak vetették alá. A forgácsolási sebesség (vc) 200 m/perc (656 láb/perc), az előtolás (fn) 0,4 mm/ford (0,015 col/ford), a mélység (ap) 4,0 mm (0,15 col) volt. A versenytárs lapkájának éltartama mindössze 12 alkatrész volt, mielőtt képlékeny alakváltozás miatt elhasználódott volna. A GC4425 minőségű lapka 50%-kal tovább tartott stabil és kiszámítható kopás mellett.
Még nem tudjuk pontosan, hogy mi lesz az új, világjárvány utáni norma. De ismerjük az ügyfeleink célkitűzéseit és a fémforgácsolás egzakt tudományát. E kettő ötvözése lehetővé teszi a jövőbeni nyereséges acélesztergáláshoz szükséges szerszámok biztosítását – a fémforgácsolás egzakt tudományát felhasználva, még egy nagy és váratlan esemény során is.

































