



Lezárult a Solditech Kft-nél a 45,49 millió forint Európai Uniós támogatás segítségével megvalósult pályázati projekt, melynek keretén belül a műszaki kerámiák forgácsolásához szükséges gyártástechnológiát és az ehhez kapcsolódó prototípus megmunkáló gépet fejlesztették ki.
A projekt megvalósításának során olyan új technológiát fejlesztettünk ki, mely során olyan kerámia alkatrészek megmunkálása volt a cél, melyeknél a bázishoz viszonyított pontosság tűrésmezejének szigorítása csak forgácsolási eljárással érhető el, mivel a hagyományos fröccsöntéses technológiával előállított műszaki kerámiák elérhető pontossága korlátozott a kész munkadarab zsugorodása miatt.
Vizsgálataink során a kis sorozatban gyártott ipari kerámia alkatrészek megmunkálásán volt a hangsúly, hiszen nagy sorozatban természetesen gyártanak pontos kerámiát, elsősorban a forgácsoló ipar számára, lapkák formájában. Ezek a lapkák méretükhöz képest a gyártási technológia miatt drágák, azonban éltartóak és rengeteg forgácsolt alkatrész gyártását teszik lehetővé. Így egy lapka ára eloszlik a sok, általa gyártott alkatrész árában. Az általunk kifejlesztett technológia olcsón alkalmazható kis sorozatok (akár néhány száz darab esetén is) utólagos megmunkálására. Itt a hangsúly, a kerámia alkatrész működésének kiemelt fontosságú felületeinek pontosságán van, a kijelölt bázishoz képest.
Mivel az ipar számára eladható technológia kifejlesztése volt a cél, meg kellett tudnunk, hogy adott termelési célok eléréséhez milyen technológiai paraméterek szükségesek. A két legfontosabb szempont a lehető legjobb eredmények elérése volt a gazdaságosság illetve a gyártási idők területén. Tehát a minél költséghatékonyabb és ezzel együtt minél gyorsabb termelés elérésére kellett törekednünk.
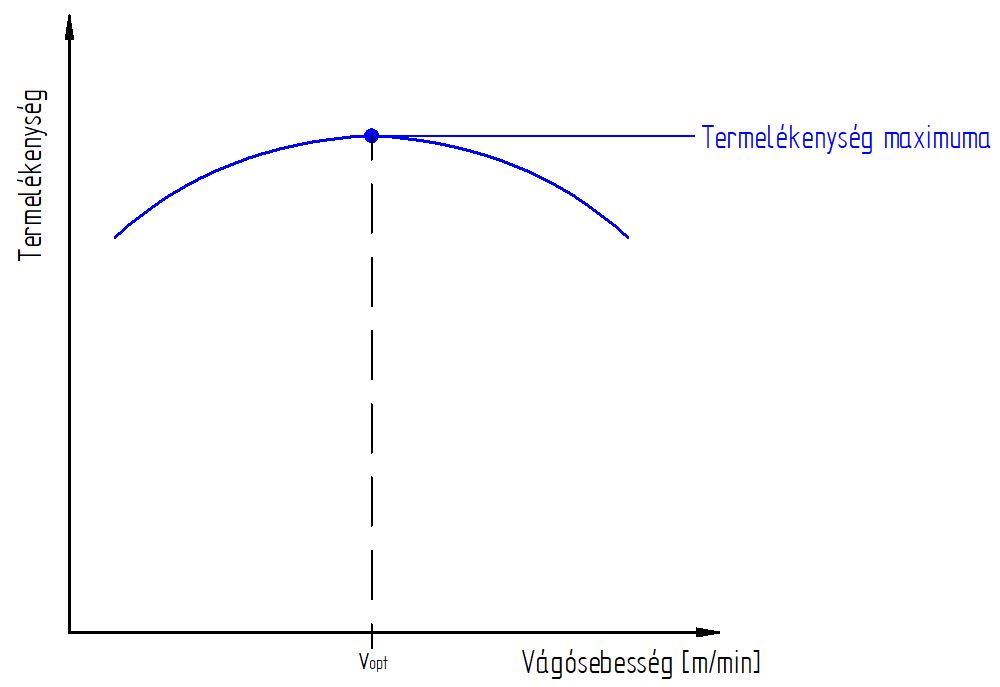
1. ábra: Termelékenység és vágósebesség összefüggése
A vizsgált próbatestek nagy nyomáson végzett precíziós öntéssel készített többféle összetevőből álló, nagy keménységgel és hőállósággal rendelkező munkadarabok. Két, különböző összetételű anyagot vizsgáltunk.

2. ábra: Vizsgált munkadarab
Alkalmazott mérési módszereink:
- hőmérsékletek mérve a szerszám homloklapján a csúcs közelében minden fogás végén,
- felületi érdesség mérése az utolsó fogás után 3 ponton,
- forgácsolóerők mérése az utolsó fogásban,
- és az összes munkadarab egymáshoz viszonyított értékei (hőmérséklet az utolsó fogásban és átlagos felületi érdességek).
3. ábra: Mikroszkopikus felvétel forgácsolt ipari kerámia felületéről
A nagy számú vizsgálat által a különféle anyagok forgácsolásához kellő tapasztalatot szereztünk a megfelelő technológiai paraméterek meghatározásához a műszaki kerámiák utólagos megmunkálásának területén.
Ezen szakmai eredményeket felhasználtuk egy 3 tengelyes prototípus CNC marógép gyártásához. Ezzel a géppel a legkülönfélébb alakos alkatrészek is megmunkálhatóak.
További információ: www.solditech.hu
Ha feliratkozik a Műszaki Magazin Hírlevelére, sosem marad le a híreinkről! További friss híreket talál a Műszaki Magazin főoldalán! Csatlakozzon hozzánk a Facebookon is!

































