Új folyamatok a TRUMPF 2D-lézervágógépein – 70 százalékkal kevesebb vágógáz – dupla táblakihozatal.
Eddig ez volt a szabály: nagyobb vágósebesség nagyobb lézerteljesítményt igényel. A TRUMPF fejlesztői feloldották a kilowatt és sebesség közötti összefüggést. Az eredmény: a Highspeed és a Highspeed Eco vágási folyamat. Az új fúvókadesign a szilárdtest lézerrel felszerelt gépek előtolását nitrogénes vágás esetén akár 100 százalékkal is növelheti – és mindezt ugyanolyan lézerteljesítménnyel. Az előtolási sebesség mellett a beszúrási folyamat is gyorsabb és együttesen van hatással mindez a táblakihozatalra. Összehasonlítva a standardvágással ez akár megkétszereződhet. Ebből kifolyólag az új fúvókadesign vágógázt is spórol. A Highspeed átlagosan 40 százalékkal, a Highspeed Eco 70 százalékkal kevesebb nitrogént használ. Az új folyamatokkal a TRUMPF további mérföldkövet fektet le az alacsony munkadarabköltségek útján.
A vágógáz feladata olvasztóvágás esetén abban áll, hogy a megolvasztott anyag a vágási fugából kifújásra kerül – és ezt relatíve magas gáznyomással és ennek következtében magas üzemi költségekkel. A szerkezeti acélt elsősorban vastag lemezvastagságokban, így főként oxigénes égető vágással vágják. Az alacsony gázköltségek előnyével szemben az oxidált vágási élek állnak szemben, amik gyakran utómunkát igényelnek. Az új Highspeed és Highspeed Eco folyamatok gázt spórolnak és sebességet növelek, a szerkezeti acél nitrogénnel történő megmunkálása jelentősen gazdaságosabb a korábbiakhoz képest. Ezenkívül a lézer felhasználási területe bővíthető nyolc kilowattnál, olvasztó vágás esetében. Ott, ahol csak tíz milliméteres lemezvastagság volt lehetséges, a lézer most tizenkét milliméter vastag lemezt is vág.
A Highspeed folyamatnál egy ún. bi-flow fúvókát alkalmazunk. A vágógáz egy része a fúvókaközépen keresztül a lézersugárral együtt lép ki; a maradék a fősugár körül egy mellékáramot (bi-flow) képez. Ez a fősugarat a vágórésre koncentrálja. Az olvadék így hatékonyan távozik. A Highspeed Eco szabadalmaztatott fúvókája egy további betéttel van felszerelve. Ez a gázt közvetlenül a vágórésbe vezeti és gondoskodik arról, hogy a gázból semmi vagy csak nagyon kevés folyjon el. Amíg a mozgatható betét megmunkáláskor az anyag fölött mozog, a fúvóka 1,5 milliméter távolságra van a lemezfelülettől. Ennek eredményeként könnyedén leküzdheti a beszúrás során előforduló anyagelakadást, ami a beszúrási időket csökkenti és elkerüli a károsodás kockázatát.
A Highspeed-folyamatok rendelkezésre állnak a közepesen vastag szerkezeti és nemesacél lemezekhez négy millimétertől olvasztóvágás esetén. Ebben az alkalmazási tartományban az új folyamatoknál csak egy fúvókaátmérő kerül használatba. Ez megelőzi a cseréből adódó veszélyeket és csökkenti a felszerelési időket. Ami a minőséget illeti, a vágási él optikailag homogén, csekély érdesség mellett.
A Highspeed Eco a TruLaser 5000 fiber sorozatban hat és nyolc kilowatt lézerteljesítménynél érhető el. A TruLaser 3000 fiber sorozathoz hat kilowatt lézerteljesítménnyel állnak rendelkezésre a Highspeed-folyamatok. A folyamatok több fiatalabb gépgenerációra is felszerelhetők utólag.
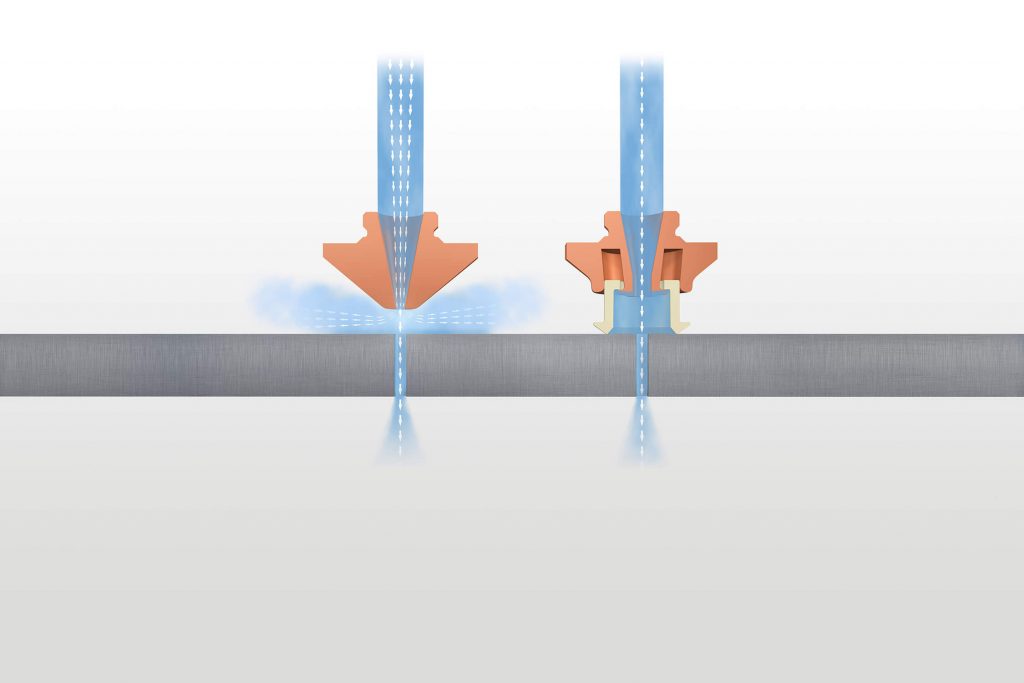
Az új fúvókadesign a Highspeed Eco esetében csökkenti a nitrogénfogyasztást átlagosan 70 százalékkal. Mint a Highspeed folyamatnál növeli az előtolási sebességet és a táblakihozatalt is akár 100 százalékkal. A Highspeed Eco betétje a gázt közvetlenül a vágórésbe vezeti.