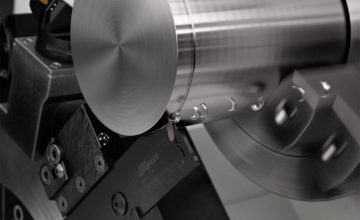
Az első fázisú nagyolási művelet felgyorsításához a járműipari új öntésű alumínium alkatrészekben a Sandvik Coromant bemutatja az M5Q90 tangenciális marót.
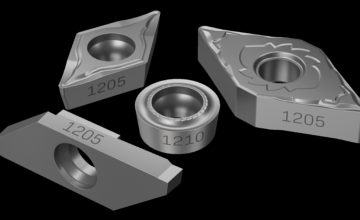
Az új szerszám egy műveletben sorjamentesít az első fázisban (a felületek első megmunkálása öntés után)az új szerszámottangenciális PCD-lapkákkal szerelik, amelyek sima és stabil forgácsolási műveletet biztosítanak a teljesítményfelvétel csökkentése és a rezgések kiküszöbölése érdekében. Eza termékcsalád megbízható teljesítményt, jobb éltartamot, kiváló felületi minőséget, nagy fémeltávolítási sebességet és több lapkánkénti alkatrészt kínál.
„A hatékonyság növelése érdekében az új M5Q90 tangenciális maró az alkalmazáshoz igazított marótestekkel rendelkezik, amelyekhez a megmunkált alkatrészre ható forgácsolóerőt ésterhelést csökkentő pozitív forgácsolási szögű speciális PCD-lapkageometriák tartoznak”
– mondta el Emmanuel David, a Sandvik Coromant globális járműipari termékmenedzsere.
„Akönnyen kezelhető és állítható lapkák csökkentett alkatrészenkénti költséget, valamint magas fokú pontosságot és ismételhetőséget kínálnak”
– tette hozzá Jacques Gasthuys, globálisjárműipari alkalmazásmérnök.
Az M5Q90 marótestek az ügyfelek specifikációi alapján készülnek, így megfelelnek a nagy termelékenységű megmunkálás követelményeinek – a szerszám képes nagy sebességekenüzemelni, 20 000 ford/perc felett. Az összes marótest ugyanolyan kialakítású, lapkafészekkel, hűtőközeg-hozzávezetéssel, bekezdési szöggel és homlokszöggel rendelkezik. A lapkákmindig elérhetők készletről.
Szükség esetén a marótest éltartama tovább növelhető egyedi megoldásban keményfém lapkákból álló sorokkal védett PCD-lapkákkal, ez a konfiguráció növeli az elérhető fogásmélységetis. A PCD-lapkás alapszerszám 2–4 mm-es (0,079–0,157 col) fogásmélységet kínál teljes fogásvételben, ez megnövelhető több mint 4 mm-re (0,157 col) az egyedi megoldás keményfémlapkákból álló védősoraival.
Az alumínium hengerfejek és motorblokkok azok között az alkatrészek között vannak, amelyek esetében a legjelentősebb előnyre lehet számítani, jellemzően járműipari öntödék és 1./2.szintű beszállítók esetében. Egy öntött hengerfejen például a lapok kialakításához tartozik a vezérműtengely homlokfelületének megmunkálása, a bemeneti és kimeneti felület és azégésfelület megmunkálása. Az M5Q90 esetében jellemző forgácsolási adatokra példa: 2500 m/perc (8202 láb/perc) és 0,20 mm (0,008 col) fogankénti előtolás. A felhasználók számáraelőnyt jelent a nagy pontosságú hűtőközeg-hozzávezetés is, amely lehetővé teszi emulzió és MQL használatát is.
Az M5Q90 a Sandvik Coromant járműipari alumínium alkatrészek megmunkálására kifejlesztett kínálatát egészíti ki, és az M5B90, M5C90, M5F90, CoroMill® Century/590 és M5R90szerszámmegoldások mellé sorakozik fel.
További információ: www.sandvik.coromant.com.